/Project Management
Advanced Planning and Optimization (APO) extensions for particular industries are designed to work with SAP ERP Central Component (SAP ECC) Industry Specific (IS) solutions. Learn about industry extensions for the process, chemical, mill and aerospace, and defense industries.
Key Concept
Advanced Planning and Optimization (APO) industry solutions are industry-specific extensions that are integrated with SAP’s core ERP Central Component Industry Specific (SAP ECC IS) solutions. APO industry extensions discussed in this article can work with back-end ECC solutions for specific industries like IS Mill for the mill industry.
Advanced Planning and Optimization (APO) extensions for particular industries work with SAP ERP Central Component (ECC) Industry Specific (IS) solutions to plan resource utilization and maximize efficiency in production as well as demand and Supply Network Planning (SNP). In this article, I focus on APO extensions for the chemical, process, mill, aerospace, and engineering industries. These extensions are described in
Table 1.
Table 1
APO extensions for the chemical, process, mill, aerospace, and engineering industries
APO Extensions for the Mill Industry
The mill industry comprises traditional manufacturing organizations such as metal and paper. I discuss four useful APO extensions for the mill industry: Campaign Planning, Block Planning, Multiple Output Planning (MOP), and Trim Optimizer Interface. Campaign planning helps in combining orders of similar products into production campaigns and thus reduces both setup and storage costs – creating production campaigns is a common practice in certain industries such as steel. Block planning is useful when production plans are defined by particular characteristics of the product – for example, in the paper industry, a mill can produce paper reels of a particular thickness during a specified time duration. MOP is useful when one product is cut into several smaller products and the system helps identify the best receipt element in terms of characteristic values that are suitable for manufacturing the finished product. Trim optimizer interface is useful for industries that cut smaller sheets from larger sheets and want to reduce waste by minimizing cutting loss and the number of cutter changes to save production time.
Some of these extensions are not used in the mill industry alone. Campaign and block planning are used in the chemical and process industries as well. The trim optimizer interface can be used in any industry that cuts smaller reels from larger reels or cuts sheets from these reels, such as the textile, foil maker, and furniture manufacturing industries.
Campaign Planning
The objective of campaign planning is to weigh setup costs and storage costs. Frequent changes of the production line help to reduce inventory and corresponding storage costs, but also lead to increased setup costs. Setting up the production line as seldom as possible reduces setup costs but increases storage costs. Campaign planning functionality can combine orders of similar products produced at the same time into production campaigns and thus reduce both setup and storage costs.
Manual and Automatic Campaigns
Campaigns can be created in APO either manually or automatically. In manual campaign creation, the planner determines the number and sequence of orders in a campaign, the sequence between the campaigns, and the start and end times of a campaign. In automatic campaign creation, the system creates campaigns, optimizing the number and sequence of orders in a campaign as well as the sequence between the campaigns while taking setup and storage costs into account.
Production campaigns can be planned with the Supply Network Planning (SNP) Optimizer when the start and end dates and times of campaigns are known, or when the start and end times of a campaign are an output of the optimization run.
Creating Automatic Campaigns
Automatic campaign creation can be done by campaign heuristics or campaign optimization. Campaign heuristics can be run from the Detailed Scheduling (DS) Planning Board of APO Production Planning/Detailed Scheduling (PP/DS).
Figure 1 is an example of a campaign plan created from the detailed schedule planning board.
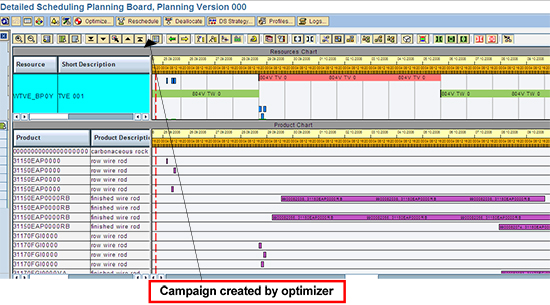
Figure 1
A campaign plan created from the Detailed Scheduling Planning Board
Campaign Optimization is used to make the system create campaigns automatically during Production Planning and Detailed Scheduling (PP/DS) optimization. The system combines orders that are processed at the same bottleneck resource into campaigns. When scheduling campaigns, the system tries to occupy as few resources (machines or work centers) as possible.
In the steel or paper industry, resources are often planned with production campaigns. Products with similar characteristics – for example, a particular grade of steel – are produced together in these campaigns. Campaigns can be short, spanning a few hours, or can last days or weeks. Campaigns are often defined on days or hours when only a particular product is produced for that period and outside this period a normal production program is run. Campaigns are introduced to improve machine utilization and to take manufacturing constraints into account. Campaigns also improve the order-promising capability of a manufacturer, as the company promises delivery dates for orders based on the actual campaign plan and knows exactly on which date what product is produced.
To meet the requirements of production campaigns for the metal and paper industries, APO campaign planning functionality is not enough. APO PP/DS Block planning functionality needs to be used.
Block Planning
Block planning is an APO PP/DS functionality commonly used in the mill industry. Blocks are independent of products produced in the block. Generally, blocks are defined based on the characteristics of the products and resources – for example, by grams per square inch (in the paper industry) or carbon content (in metal industry). The length of the blocks is usually defined by time. In some cases, there is a rough conversion between time and another unit of measure (for example, quantity per ton) if users want to define block lengths in this alternative unit of measure.
Figure 2 shows how a block is defined on a resource.

Figure 2
Maintain block definition on a resource
Resource capacity within a block can be converted into a block capacity. For example, if a block is defined for three days and the mill has a capacity of 100 tons per day, the block capacity is 300 tons. Blocks based on a resource must be defined for a specific duration and attributes. Because block planning assigns resource capacities for products with specific attributes, it helps use resources more efficiently.
Campaign Planning or Block Planning?
To understand the difference between campaign and block planning, it’s important to know the difference between process production and piece-oriented production. In the process industry, it is common for several orders to be grouped (a campaign) because production normally cannot be interrupted after it has started. The emphasis is on the order level, without differentiating between the resources where the orders are being processed. A campaign is therefore better defined by the material characteristics of the end product.
In piece-oriented production, the emphasis is on the resource, upon which only one production step is executed. Here, an order can easily run over several resources. The characteristics emphasized are determined by not only the product but also the components used.
Multiple Output Planning
Multiple Output Planning (MOP) is a useful APO extension for the mill industry in the PP/DS area. MOP helps to plan production when one product is split (by cutting or slitting) into several other products, as in the paper industry, in which large jumbo rolls are often cut into smaller jumbo rolls or winding rolls. Implementation of MOP requires the activation of the SAP ECC IS Mill solution at the back end.
MOP Functionalities
As part of MOP, SAP offers many new functionalities, including specialized heuristics (for example, SAPAPO/EOG_HEU_PLAN_MOP). The MOP industry extension offers multiple advantages, including optimized selection of the production receipt elements, comparison of receipt and requirement elements, bottom-up characteristics propagation, and determination of off-cut elements. Off-cut occurs when more material is used to manufacture the product that is actually needed for the product itself owing to production conditions, and this is represented as by-products or co-products in the planned order.
Using the search for the best receipt element, the system can determine the product receipts that have the characteristic values suitable for manufacturing the finished product. Comparison of receipt and requirement elements compares the characteristic values of the receipts with the characteristics of the requirement (the demand element). The system uses an iterative process to compare the receipts with the requirement. MOP determines the best receipt elements to fulfill the requirement based on the size of the off-cuts resulting from cutting the material.
Case Study
In the paper industry, a particular dimension of a winding roll (the requirement or demand element) can be cut from several possible combinations of jumbo rolls (possible receipt elements). A company uses MOP to determine the best receipt element. The demand is for 200 winding rolls, 30 mm wide, and 5,000 mm long. MOP searches for possible receipt elements and identifies four possible jumbo rolls: three jumbo rolls 7,000 mm wide and 5,000 mm long, four jumbo rolls 8,000 mm wide and 6,000 mm long, two jumbo rolls 9,000 mm wide and 4,000 mm long, and five jumbo rolls 9,000 mm wide and 10,000 mm long. A comparison of receipts and requirement elements suggests that the jumbo roll 7,000 mm wide and 5,000 mm long is the best possible receipt element, as that results in lowest off-cut.
MOP offers functionality to define the scope of the search for the receipt element. By default, the system always looks at the receipt elements with latest date. However, if it does not find a suitable receipt from the latest receipt elements, it looks for earlier receipts and if it does not find a suitable option, it creates a planned order. As soon as the system finds a suitable receipt, it uses dynamic pegging to assign this product receipt to the product requirement of the MOP order.
Bottom-Up Characteristics Propagation
This transfers the characteristic value from an order requirement element to an order receipt element. This is called bottom-up propagation because characteristics are forwarded in the opposite direction – against the direction of production.
Figure 3 shows an example of bottom-up characteristics propagation. In the example, when producing a particular grade of wire rod, the system searches for right parent material – that is, the right grade of billet.
Figure 3
Selection of the child component based on the characteristics of the parent material
Trim Optimizer Interface
The trim optimizer extension can be used in any industry that has a requirement to cut smaller sheets or reels from larger sheets or reels.
Industries that do cutting of this nature seek to reduce waste by minimizing cutting loss (this involves minimizing trim loss as well as limiting the number of reels above and below the target production level), and minimizing the number of cutter changes to save valuable production time.
In attempting to reduce waste, a trim optimizer solution works within several constraints, such as cutting directions, tolerances, weight and diameter limits, and any customer-specific requirements to create an optimized trim sheet that provides the best solution for how to cut most efficiently.
SAP APO does not have a trim optimizer solution of its own, but provides an integration platform with most of the trim optimizer solutions in the market. The next case study is an example of how a paper manufacturer works with APO, SAP ECC, and a specialized solution from a third-party trim optimization vendor.
Case Study
A paper manufacturer implemented SAP APO for planning and scheduling along with the Greycon X TRIM trim optimization system. (Greycon X TRIM is a third-party trim optimization system, one of many SAP-approved solutions for the paper industry.) APO first creates a planned order out of a heuristic run for jumbo rolls. These planned orders are generated for each sales order requirement and sent to X TRIM. X TRIM optimizes the orders and creates a multi-item order for primary and secondary slit rolls. These optimized slit roll orders are then transferred back to SAP ECC for conversion into primary and secondary slit roll production orders.
APO Extensions for the Chemical and Process Industry
The chemical and process industry consists of petrochemicals, industrial chemicals, and many subindustries that follow process manufacturing. Many companies in these industries use Production Planning for Process Industries (PP-PI) for manufacturing, and APO works closely with PP-PI at the back end. For this industry, useful APO extensions include campaign planning and tank planning.
As I have already discussed campaign planning above, I focus on tank planning.
Tank Planning for the Chemical Industry
Tank planning is a specific enhancement in APO PP/DS for the chemical industry.
A tank, also known as container, is a place in which a product can be stored. There are many different container resource types, including holding or buffer containers, mobile containers, stockpiles, silos, reactors, or blend vessels (common in the chemical, food, beverage, and process industries). A tank has a fixed capacity and may have time constraints – how long a material can be stored in it. A tank can store a single product or multiple products at the same time. After a tank is filled, it is not available until it is emptied. A tank is different from other usual APO resources in the following ways:
- The capacity is consumed even without a production or planned order.
- For a tank resource, upstream or downstream operations determine how long the resource is used, rather than the direct operation (filling, emptying) of the resource itself.
APO has multiple enhancements in PP/DS for meeting tank planning requirements in the areas of master data, optimizer profile, and specific alters.
Tank Planning Specific Master Data
There are two specific extensions for creating a new master data element: Product Data Structure (PDS) and allowing a multiple products tab in the resource master. PDS is supported both in APO Project and Portfolio Management (PPM) and Procurement for Public Sector (PPS). This master data can be integrated with SAP ECC via a Business Add In (BAdI) during core interface (CIF) transfer. The name of the BAdI during CIF transfer for PPM is /SAPAPO.PPM_INBOUND, and for PPS it is /SAPAPO/CURTO_CREATE. The product master can now consider container resources and helps in defining the tank storage option for the sources of supplies.
As
Figure 4 shows, tank planning allows multiple products in a new tab that enables users to store multiple products in the tank resource at the same time.
Figure 4
Storing multiple products in a single tank resource
Tank Planning Specific Modifications in Optimizer Profile
This enhancement helps the PP/DS Optimizer run to consider tank selection and order creation. The system can create orders based on max fill of the container resource and generate a finite tank plan. As
Figure 5 shows, in the optimizer profile, there is an additional tab on container resources and a field to consider storage properties.
Figure 5
Optimizer Profile for Tank planning can consider storage properties
Specific Alerts on Tank Planning in APO
There are multiple new alerts enhanced for tank planning, exception messages for events like negative stock at the container resource, minimum production quantity not reached, maximum quantity exceeded, and invalid mixing.
Figure 6 shows an overview of alerts for the container resource.
Figure 6
Alerts for a container resource
APO Extensions for Aviation
Airlines have complex maintenance planning requirements, and APO extensions in Maintenance and Service Planning (MSP) can help simplify this. Aircraft operators who take care of maintenance activity themselves or specialized Maintenance, Repair and Overhaul (MRO) organizations can use this functionality. Because the airline industry is a service industry (having no production activity), APO extensions is used in the areas of demand and SNP.
MSP
MSP is used to create and manage maintenance and service plans for airlines’ fleet operators. It also helps aircraft operators ensure they are in compliance with aviation authority regulations.
Aviation authorities approve the Airline Maintenance Program (AMP), which defines the maintenance requirements for aircrafts and installed components. The aircraft operator needs to be able to show at any time that it complies with the maintenance intervals and component life limits defined in the AMP.
A maintenance demand can be a requirement to perform a service check at a specific date. It also can be defined by the maintenance object or determined by evaluating maintenance cycle definitions based on current counter values (flight hours, cycles) or calendar time. The APO MSP solution forecasts all maintenance demands based on the scheduled preventive maintenance cycles for the defined maintenance objects. In this process, it also looks at actual utilization data for the maintenance object from a connected SAP ECC system. For this, the maintenance objects need to be defined as suitable for external reference in SAP ECC.
An MSP due date calculation takes into account current counter values from SAP ECC (flying hours, cycles), calculated or actual completion of the last maintenance demand with the same maintenance cycle, estimated annual utilization (for example, the estimated annual flight hours of an aircraft), and forecasting of the maintenance demand due dates based on the above information. MSP proposes an initial maintenance and service plan based on this data, which can be further refined or adjusted manually in response to events such as differences in predicted and actual aircraft utilization or major unplanned work on an aircraft. The maintenance plan proposed by MSP is matched to the available resource capacity defined in APO.
There are four main building blocks for Maintenance and Service planning:
- Slot planning: These are the actual physical locations or service areas in which the maintenance activity happens. For an aircraft, these can be hangars or bays. A slot is usually dedicated to a specific aircraft type and a specific check type. For example, an A330 aircraft’s slot is different from that of a 747. Similarly, for the same 747, the slot for a C check can be different from that for a D check. The first activity of MSP is to define this slot plan, where and when the assigned work packages for a particular type of maintenance for a particular aircraft are done depending on the capacity of the slot.
- Work package assignment: A work package is the set of maintenance demands, defined per individual aircraft, that need to be executed together in a slot or service area. Work packages must be assigned to a slot. For a particular slot, work packages come for multiple, similar types of aircraft that need to be assigned a particular date and time slot. Work packages can be created by the APO system automatically based on the scheduled maintenance plan or can be created manually. The work package is the central object the user interacts with on the maintenance and service planning board. Figure 7 shows the work package concept in MSP, and Figure 8 shows the scheduling of a work package in the DS board.

Figure 7
The work package concept in MSP
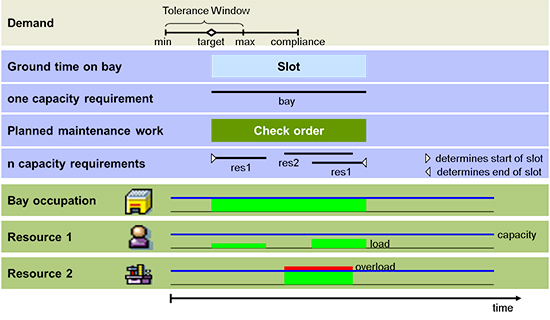
Figure 8
The scheduling of a work package in the DS board
- Check orders to reserve labor resource capacity: Labor resource capacity must be considered while developing the maintenance plan to ensure the availability of labor.
Note
Check orders are not directly linked to a slot, but via the work package to which they belong.
- Unplanned demands: A certain amount of slot capacity always should be unassigned for unplanned/emergency maintenance demands that come up from time to time.
APO Extensions for Engineering Industries
A useful APO extension for the engineering industry, Long Product Planning (LPP) can be used by companies (like cable companies) that cut long stocks to shorter lengths. LPP offers specialized heuristics for length-based planning, specialized functionality of length calculation and length-based net requirement calculations. LPP comprises the following functionalities:
- Length-based planning heuristic: LPP offers specialized heuristics (/SAPAPO/EOGL_LENGTH_01) that can create new receipt elements to cover the requirements of the product. Requirements can come from sales orders, planned independent requirements, stock transfer requirements, or dependent requirements. Planned orders can be created with a variety of lengths and a cutting function, which can be activated or deactivated as needed, covering requirements by cutting longer stocks to the required length. Here the cutting operation can be carried out with or without orders.
- Length calculation: LPP calculates the receipt quantities, taking into account parameters in the product master and the PP/DS production data structure. LPP length calculation offers enhanced calculation of the operation quantity based on the operation lengths, as well as calculation of the component quantity and the component length configuration. Length calculation determines the required length dimensions for each operation needed to manufacture long products. It uses this information during bill of material explosion to calculate the length dimensions of the assigned components.
- Length-based net requirements calculation: LPP planned order calculation can do net requirement calculations, taking the requirements of length-based materials into account. In such calculations, the system checks if the requirements are covered by the available stock levels, the scheduled purchasing receipt elements, and production receipts. If the requirements are not fully covered, the system generates a procurement proposal.
Rajesh Ray
Rajesh Ray currently leads the SAP SCM product area at IBM Global Business Services. He has worked with SAP SE and SAP India prior to joining IBM. He is the author of two books on ERP and retail supply chain published by McGraw-Hill, and has contributed more than 52 articles in 16 international journals. Rajesh is a frequent speaker at different SCM forums and is an honorary member of the CII Logistics Council, APICS India chapter and the SCOR Society.
You may contact the author at
rajesray@in.ibm.com.
If you have comments about this article or publication, or would like to submit an article idea, please contact the
editor.








