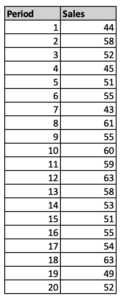
 Now let us try to simulate the orders this demand table will generate across our simple supply chain. Based on the rules defined above, the following is the order quantity for the manufacturer and its supplier for the 20 periods is indicated above. Note that the demand table is NOT being shared across the supply chain. Only the manufacturer has visibility into the retail demand table. And similarly, the supplier has visibility into only the orders placed by the manufacturer.
Now let us try to simulate the orders this demand table will generate across our simple supply chain. Based on the rules defined above, the following is the order quantity for the manufacturer and its supplier for the 20 periods is indicated above. Note that the demand table is NOT being shared across the supply chain. Only the manufacturer has visibility into the retail demand table. And similarly, the supplier has visibility into only the orders placed by the manufacturer.
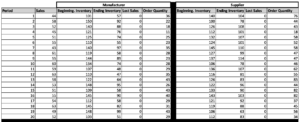 Now, let us calculate some fundamental statistics for consumer demand and manufacturer and supplier orders, as shown below:
Now, let us calculate some fundamental statistics for consumer demand and manufacturer and supplier orders, as shown below:
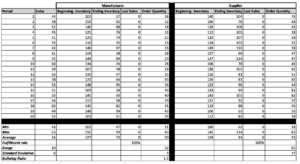 As you can see in the graph above, this example demonstrates an apparent bullwhip effect, with manufacturing orders demonstrating more volatility (standard deviation) than customer sales and supplier orders demonstrating much more variability than manufacturers. Note that because of the inherent simplicity of assumptions and made-up numbers, the difference is significantly less than the real world but illustrates the concept. So we know that Bullwhip exists, but duh…we already knew that. So let us move to the critical question.
As you can see in the graph above, this example demonstrates an apparent bullwhip effect, with manufacturing orders demonstrating more volatility (standard deviation) than customer sales and supplier orders demonstrating much more variability than manufacturers. Note that because of the inherent simplicity of assumptions and made-up numbers, the difference is significantly less than the real world but illustrates the concept. So we know that Bullwhip exists, but duh…we already knew that. So let us move to the critical question.

2 minute read

Meet the Experts
Key Takeaways
-
The bullwhip effect has existed in supply chains for decades. The fact is, the technology to address this has existed for a few years now. The issue is more rooted in trust among the players in a chain and the lack of will to invest in near real-time, seamless data sharing with each partner in the supply chain.
-
Technology exists today to help address the bullwhip effect, provided these players are willing to invest money and trust. Technologies like EDI have existed for decades to allow sharing the level of data that can help mitigate the bullwhip effect.
-
We will cover how we can quantify the magnitude of the bullwhip effect in our supply chains.
When the pandemic made the demand for certain products skyrocket, we started hearing the term “bullwhip effect” a lot. But the bullwhip effect has existed in supply chains for decades. The fact is, the technology to address this has existed for a few years now. The issue is more rooted in trust among the players in a chain and the lack of will to invest in near real-time, seamless data sharing with each partner in the supply chain. Many may argue that it is more a result of a lack of technology. Still, the fact is, for many supply chains where every player involved in the value chain is a major corporation, technology exists today to help address the bullwhip effect, provided these players are willing to invest money and trust. Technologies like EDI have existed for decades to allow sharing the level of data that can help mitigate the bullwhip effect. Collaborative planning processes like CPFR have also existed for years. The focus of this article, however, is more on measuring the impact of bullwhip and the impact of bringing visibility into the supply chain. We will cover how we can quantify the magnitude of the bullwhip effect in our supply chains.
More Resources
See All Related Content
How a Global Manufacturer Improved SAP Inventory AccuracyGraphic Packaging International (GPI) has improved its SAP-based manufacturing operations by implementing RFgen's mobile barcoding solutions, which have resulted in a 25% increase in efficiency and a 30% boost in productivity while preparing the company for future SAP S/4HANA migration and global expansion.


4 SAP Merchandise Planning Solutions for RetailersSAP merchandise planning solutions help retailers enhance profitability and inventory management through data-driven tools for assortment planning, allocation, and integration, enabling responsiveness to market trends and improving customer experience.
2 minute read

Building A Demand-Driven Supply Chain That WorksA demand-driven supply chain model, facilitated by SAP DDMRP, enhances responsiveness to real-time market demands, reduces inventory excess, and improves overall efficiency. SAP partners like 4flow enable a demand-driven supply chain by helping businesses transition from forecasting to sensing and empowering planners to strategically manage supply chains through enhanced visibility and data analytics.
3 minute read


